Mono-material vs Multi-layer Packaging: What Businesses Need to Know
Flexible packaging is widely used across food manufacturing, retail, agriculture, logistics, and industrial sectors because it provides efficient product protection, lightweight transportation, and strong branding capability.
Today, businesses are also placing greater attention on packaging sustainability, recyclability, and ESG-related procurement requirements. As a result, more companies are evaluating whether conventional multi-layer packaging structures should be replaced, partially reduced, or supplemented with recyclable mono-material packaging alternatives.
However, packaging selection is rarely straightforward.
While mono-material packaging is gaining attention for recyclability advantages, conventional multi-layer laminates continue to play an important role in applications that require higher barrier protection, extended shelf life, puncture resistance, or demanding logistics performance.
Understanding the difference between mono-material and multi-layer packaging helps businesses make better decisions based on actual operational and product requirements rather than sustainability claims alone.
What Is Multi-layer Packaging?
Multi-layer packaging, also known as mixed-material laminate packaging, combines multiple material layers into a single packaging structure.
Each layer is selected to perform a specific function.
Common materials used include:
| Material | Common Function |
|---|---|
| PE (Polyethylene) | Heat sealing and moisture resistance |
| PET (Polyester) | Printability, stiffness, dimensional stability |
| Nylon (PA) | Puncture resistance and oxygen barrier |
| BOPP | Surface appearance and clarity |
| EVOH | High oxygen barrier performance |
By combining these materials together, manufacturers can create packaging structures with stronger overall performance compared to single-material packaging.
Common multi-layer structures include:
- PET + PE
- Nylon + PE
- PET + Nylon + PE
- BOPP + PE
These structures are widely used in flexible packaging because they can balance:
- sealing performance
- product protection
- durability
- shelf life
- print quality
- transportation resistance
Why Multi-layer Packaging Became Industry Standard
Conventional multi-layer laminates became widely adopted because many products require packaging performance that cannot always be achieved with a single material alone.
For example:
- frozen food packaging often requires puncture resistance and moisture protection
- vacuum packaging requires oxygen barrier performance
- export food packaging may require longer shelf-life stability
- industrial packaging may require stronger handling durability
- snack packaging may require aroma retention and print quality
Different polymers contribute different functional benefits.
This allows multi-layer packaging to support demanding applications across food manufacturing and industrial supply chains.
Common applications include:
- vacuum packaging
- frozen seafood packaging
- retort packaging
- high-barrier food packaging
- export food products
- oxygen-sensitive products
- aroma-sensitive products
For many technical applications, multi-layer laminates remain the most practical packaging solution today.
The Recycling Challenge With Multi-layer Packaging
Although multi-layer packaging offers strong technical performance, recyclability can become more challenging when incompatible polymer materials are bonded together.
For example:
- PE + Nylon
- PET + PE
- PET + Nylon + PE
Once laminated, these materials cannot be easily separated through conventional mechanical recycling systems.
As sustainability expectations continue increasing, businesses are reviewing how packaging material structures affect recyclability compatibility, waste reduction goals, and ESG reporting requirements.
This has contributed to growing interest in mono-material packaging systems.
What Is Mono-material Packaging?
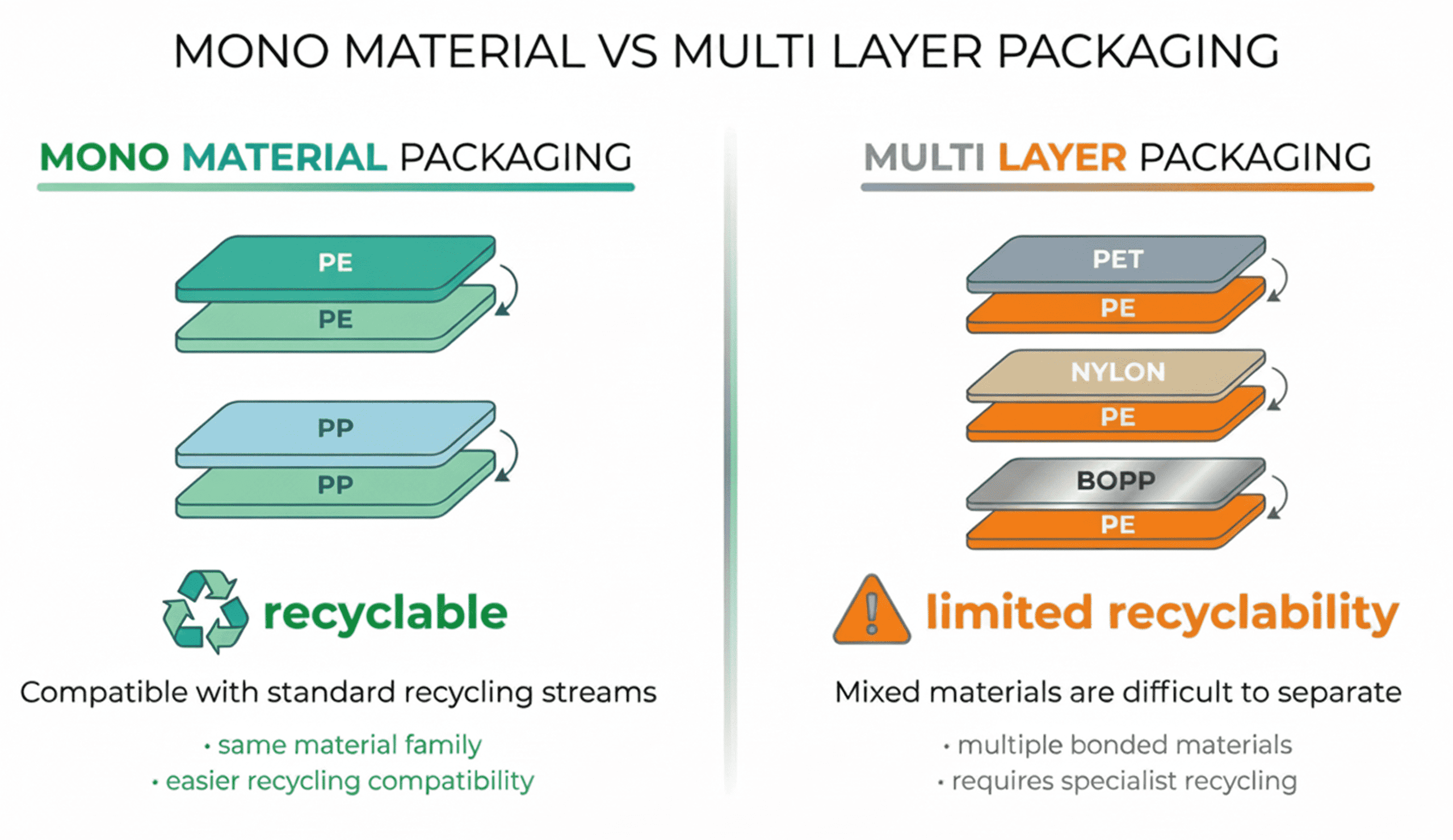
Mono-material packaging refers to packaging structures where all layers belong to the same polymer family.
Common examples include:
- PE + PE (Polyethylene + Polyethylene)
- PP + PP (Polypropylene + Polypropylene)
Although the structure may still contain laminated layers, the materials remain within the same recycling stream category.
This improves compatibility with PE or PP recycling systems because material separation between incompatible polymers is not required.
Mono-material packaging is increasingly used in applications where businesses are evaluating recyclable packaging alternatives while still maintaining practical packaging functionality.
Why Businesses Are Exploring Mono-material Packaging
Sustainability expectations around packaging continue to increase across retail, food manufacturing, logistics, agriculture, and export supply chains.
Businesses are increasingly responding to:
- ESG and sustainability reporting requirements
- retailer sustainability policies
- export market packaging expectations
- pressure to reduce mixed-material packaging waste
- customer demand for recyclable packaging
- corporate sustainability targets
- evolving packaging regulations
In Malaysia, sustainability awareness has also increased alongside the national Roadmap Towards Zero Single-Use Plastics and various state-level plastic bag initiatives.
As a result, businesses are increasingly reviewing whether certain packaging applications can transition from conventional mixed-material laminates to recyclable mono-material PE or PP structures where technically suitable.
Mono-material vs Multi-layer Packaging: Key Differences
| Factor | Mono-material Packaging | Multi-layer Packaging |
|---|---|---|
| Material Structure | Same polymer family throughout structure | Multiple different polymer layers |
| Recycling Compatibility | Better compatibility with PE or PP recycling streams | More limited compatibility with conventional recycling systems |
| Sustainability Positioning | Stronger recyclability positioning | More challenging recyclability positioning |
| Barrier Performance | Moderate to good depending on structure | Typically stronger barrier performance |
| Shelf-life Capability | Application dependent | Strong for demanding applications |
| Packaging Flexibility | Suitable for selected applications | Highly versatile across technical applications |
| Common Structures | PE+PE, PP+PP | PET+PE, Nylon+PE, PET+Nylon+PE |
| Typical Applications | Retail packaging, refill packaging, selected dry food applications | Vacuum packaging, retort packaging, frozen seafood, export food packaging |
Can Mono-material Packaging Replace Multi-layer Packaging?
Not always.
The suitability of mono-material packaging depends heavily on the product application, required barrier performance, logistics conditions, and shelf-life expectations.
Mono-material PE or PP structures may be suitable for selected applications such as:
- dry food packaging
- refill packaging
- retail flexible packaging
- household products
- industrial flexible packaging
- selected frozen food applications
However, some products may still require conventional multi-layer laminates for technical performance reasons.
Applications that commonly continue using multi-layer laminates include:
- vacuum packaging
- retort packaging
- oxygen-sensitive food products
- long shelf-life export food products
- aroma-sensitive products
- high-barrier frozen seafood packaging
This is why many businesses adopt a phased packaging transition strategy rather than replacing all packaging structures immediately.
The goal is usually to improve recyclability where technically practical while maintaining product protection and operational reliability.
PE+PE vs PP+PP: Which Mono-material Structure Is Suitable?
Both PE+PE and PP+PP structures can support recyclable packaging objectives, but the suitable structure depends on the application.
| Property | PE+PE | PP+PP |
|---|---|---|
| Flexibility | Softer and more flexible | Stiffer with better shape retention |
| Seal Performance | Excellent heat sealing performance | Good sealing performance |
| Presentation | Flexible appearance | Higher clarity and retail presentation |
| Common Applications | Flexible bags and pouches | Structured retail pouches |
| Sustainability Positioning | Recyclable PE structure | Recyclable PP structure |
PE+PE structures are commonly evaluated for:
- refill packaging
- retail flexible bags
- dry food packaging
- industrial packaging
PP+PP structures are commonly evaluated for:
- retail display pouches
- snack packaging
- confectionery packaging
- structured pouch applications
Final suitability should always be evaluated based on:
- product sensitivity
- shelf-life requirements
- filling process
- sealing conditions
- storage environment
- logistics handling
- packaging machinery compatibility
What Businesses Should Evaluate Before Transitioning
Before transitioning to mono-material packaging, businesses should evaluate whether the packaging structure can meet both sustainability and operational requirements.
Key evaluation factors include:
Product Barrier Requirements
Does the product require strong oxygen or moisture barrier performance?
Shelf-life Expectations
Will the packaging maintain product quality throughout storage and transportation?
Packaging Machinery Compatibility
Can the material run effectively on existing filling and sealing equipment?
Logistics & Handling Conditions
Will the packaging withstand stacking, transportation, and rough handling?
Print & Branding Requirements
Can the packaging maintain required print quality and branding performance?
Sustainability Objectives
Is the business prioritising recyclability, ESG alignment, or sustainability procurement goals?
A proper technical evaluation helps determine whether mono-material packaging is suitable or whether a conventional laminate structure remains necessary.
The Future of Flexible Packaging
The flexible packaging industry is gradually moving towards packaging structures that better balance:
- recyclability
- product protection
- operational efficiency
- sustainability expectations
- packaging performance
While conventional multi-layer laminates will continue to remain important for certain high-performance applications, mono-material packaging is expected to play an increasingly significant role in recyclable packaging development.
As packaging technology and recycling infrastructure continue evolving, businesses are likely to see broader adoption of mono-material PE and PP packaging structures across selected retail, industrial, and flexible packaging applications. Businesses exploring recyclable packaging transitions often work with a recyclable plastic bag manufacturer in Malaysia to evaluate suitable PE+PE or PP+PP structures based on product and operational requirements.
Looking for Recyclable Flexible Packaging in Malaysia?
Enrich Package (Malaysia) Sdn. Bhd. manufactures recyclable flexible packaging, mono-material PE+PE and PP+PP packaging, recyclable plastic bags, and custom flexible pouch solutions for businesses across retail, food manufacturing, industrial, and agricultural sectors.
As a custom plastic bag manufacturer in Malaysia, our team can evaluate your packaging requirements and recommend whether a mono-material recyclable structure or conventional multi-layer laminate is more suitable based on your product application, operational requirements, and sustainability objectives.
Frequently Asked Questions (FAQs)
What is the difference between mono-material and multi-layer packaging?
Mono-material packaging focuses on recyclability, using a single material structure like PE+PE or PP+PP to make recycling easier. Multi-layer packaging focuses on performance, combining different materials to improve barrier protection, strength, and shelf life.
Is mono-material packaging suitable for all products?
No. Mono-material packaging works well for many everyday applications, but it is not suitable for every product. It is best used when moderate protection is enough and recyclability is a priority. Products that need very strong barrier protection or long shelf life may still require multi-layer structures.
Why is multi-layer packaging still widely used?
Multi-layer packaging is still widely used because it provides better protection for sensitive products. It helps extend shelf life, improves moisture and oxygen resistance, and supports demanding applications such as vacuum or retort packaging.
Can mono-material packaging replace laminated packaging for food products?
Yes, but only for selected applications. Mono-material packaging can replace some laminated structures when barrier and shelf-life requirements are not too demanding, but high-barrier food products may still require multi-layer laminates.
What packaging is better for long shelf life products, mono-material or multi-layer?
Multi-layer packaging is usually better for long shelf life products because it provides stronger protection against oxygen, moisture, and aroma loss compared to mono-material structures.
Is mono-material packaging cheaper than multi-layer packaging?
Not always. Mono-material packaging can sometimes be cost-competitive, but pricing depends on material type, performance requirements, and production complexity.
How do I know if my product can use mono-material packaging?
It depends on your product’s shelf life, storage conditions, and barrier requirements. A packaging supplier usually needs to evaluate your product before recommending mono-material or multi-layer structures.
What is the main benefit of switching to mono-material packaging?
The main benefit is improved recyclability, which supports ESG goals and sustainability requirements while still maintaining functional packaging performance for suitable applications.
Disclaimer:
We hope you found this article informative. Our content is intended for general informational purposes only and does not constitute advice or necessarily reflect the full range of services offered by Enrich Package (Malaysia) Sdn. Bhd.
Readers are advised to consult with a qualified industry professional and contact our experts for packaging recommendations specific to their individual business needs. While we strive for accuracy and completeness in our blog posts, we cannot guarantee they are error-free. Enrich Package (Malaysia) Sdn. Bhd. assumes no responsibility for any errors or omissions.